EXTENDIBLE CONVEYOR
Equipment 0 CommentzIt is obvious that shuttle car conveyance is a batch, discontinuous process which reduces the overall production rates achievable from a continuous miner as a result of the inter car wheeling delays.
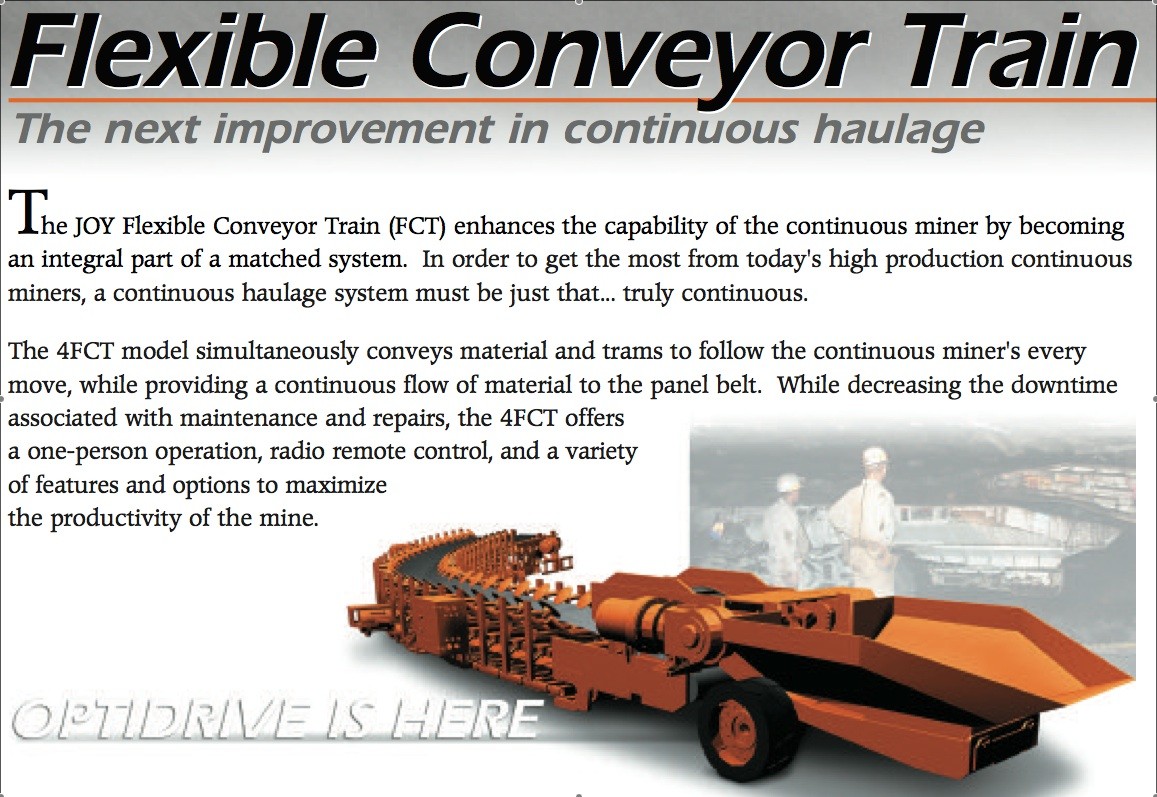
Extendable or flexible conveyor systems reaching from the tail end of the panel conveyor to the continuous miner enable continuous conveying to take place thereby eliminating the shuttle car delays from the production cycle.
While the production advantages of such systems are self-evident, the systems also suffer several defects:
- They may have difficulty in readily negotiating 90° turns at intersections.
- They have been designed largely for solids development work rather than pillar extraction work and thus if they are not speedily retractable, they could cause an associated continuous miner to be caught and buried at the face.
- Their capital cost is proportional to their length of reach and is therefore much more expensive than the usual pair of shuttle cars when the cars are operating at their most extended reach.
- As their length is increased more operators may be required to control the units than the two shuttle car operators in shuttle car panels.
- Difficult floor conditions may affect floor mounted units more adversely than shuttle car would be affected.
Despite the disadvantages several floor-mounted and monorail roof-mounted units have been trialled during recent years. Where good results have been achieved the units have replaced shuttle cars on routine production and their use may increase in future as there is great attraction in the concept of continuous conveying to improve production rates. The routine use of a roof mounted unit at Capcoal’s Southern Colliery has been reported.